

1.Описание
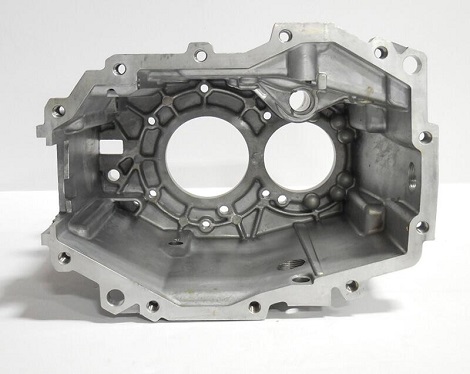
В процессе литья под давлением факторы давления и недостаточная сила зажима и т. Д. Неизбежно, что детали для литья под давлением будут иметь заусенцы. В последнее время, с ростом требований к качеству литья под давлением, требования к заусенцы стали более строгими, и методы удаления заусенцев появились бесконечно.

2. Метод
1) Руководство DЭбурринг
Это наиболее традиционный и часто используемый метод в установках для литья под давлением с использованием файлов (файлы включают ручные файлы и пневматические файлы), наждачной бумаги, ленточных машин, шлифовальных головок и т. Д. В качестве вспомогательных инструментов.
Применение: Низкий технический опыт для работников, подходит для литья под давлением из алюминиевого сплава с небольшими заусенцами и простой структурой продукта.
2)ГОбмотка иДЭбурринг (VIbrationГОбмотка)
Этот тип удаления заусенцев включает вибрацию, пескоструйную обработку, ролики и т. Д., Которые в настоящее время используются на многих литейных заводах.
Применение: подходит для небольших отливок под давлением из алюминиевого сплава с большим количеством в массовом производстве.

3)Обрезка
Используйте производственный штамп, чтобы взаимодействовать с пуансоном для удаления заусенцев.
Применение: Подходит для литья под давлением из алюминиевого сплава с простыми разделяющимися поверхностями, а эффективность и эффект удаления заусенцев лучше, чем вручную.
4)АвтоматическиеДЭбурринг
Принцип аналогичен ручному заусенцу, за исключением того, что сила превращается в робота. При поддержке технологии программирования и технологии управления усилием реализуется гибкое шлифование (преобразование давления и скорости), и преимущества удаления заусенцев с помощью роботов становятся заметными.

Большинство наших деталей для литья под давлением используют автоматическое удаления заусенцев, что не только экономит трудозатраты, но и повышает эффективность производства.

 NO.38 Duanzhou 3-я дорога, Чжаоцин (526060), Гуандун, Китай
NO.38 Duanzhou 3-я дорога, Чжаоцин (526060), Гуандун, Китай