

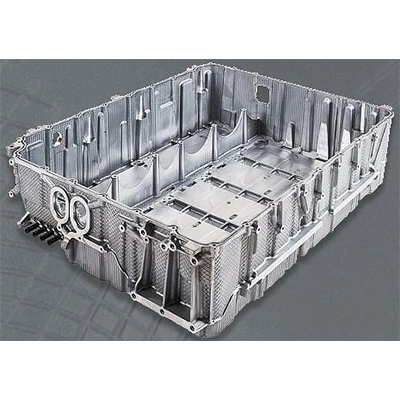
Методы снижения пористости в алюминиевых изделиях для литья под давлением
Обеспечьте качество рафинировки и дегазирования выплавки алюминиевого сплава, и выберите хороший агент рафинировки и агент дегазирования для уменьшения содержания газа в алюминиевой воде. Удалите накипь, пузырьки и другие оксиды с поверхности жидкости вовремя, чтобы газ снова не попадал в литые под давлением детали.
Выберите отличный агент выпуска. Выбранный антиадгезив не должен генерировать газ во времяЛитье под давлениемПроцесс и имеет хорошие характеристики выпуска.
Убедитесь, что выхлоп пресс-формы беспрепятственный, и убедитесь, что газ в пресс-форме полностью исчерпан, особенно выхлопной канал для окончательной полимеризации алюминиевой жидкости.
Отрегулируйте параметры литья под давлением, и скорость наполнения не должна быть слишком быстрой, чтобы предотвратить увлечение воздухом.
Обратите внимание на использование вытягивания и охлаждения сердечника в дизайне продукта и дизайне пресс-форм, чтобы свести к минимуму недостатки чрезмерных различий в стенах.
Поры, которые часто появляются в фиксированном положении, должны быть улучшены от формы и дизайна.

Особенности
1. Малая зона термического воздействия.
Из-за миллисекундного импульсного разряда точный контроль энергии (небольшое паяное соединение 1,6-2,0 мм) не влияет на область за пределами зоны сварки. Добиться эффекта холодной сварки без тепловой деформации основного материала.
2. Тонкая толщина сварки
Регулируемая температура плавления составляет 0,1-0,8 мм, поэтому можно сваривать тонкие пластины из алюминиевого сплава ниже 0,2 мм.
3. Высокая степень интеграции
Эта машина принадлежит металлургическому склеиванию, и прочность скрепления после сваривать высока. Он может адаптироваться к различным формам обработки, не падая.
4. Высокая эффективность заварки ремонта
Принято автоматическое кормление проволоки. Диаметр сварочной проволоки составляет 0,8-1,2 мм, а диаметр сварочного пятна-1,6-2,0 мм. Мгновенный нагрев, короткое время образования паяных соединений.

Сфера применения
Сосуды под давлением имеют сварные швы или поры после сварки, такие как разрядники, расширители и другие корабли.
Такие как головка блока цилиндров, всасывающая труба, оболочка, оболочка коммуникационного оборудования.
Ремонт износа пресс-форм из алюминиевого сплава, таких как линии на пресс-формах из алюминиевого сплава, ремонт признаков износа и т. Д.
Ремонт дефектовРазличных материалов из алюминиевого сплава.

 NO.38 Duanzhou 3-я дорога, Чжаоцин (526060), Гуандун, Китай
NO.38 Duanzhou 3-я дорога, Чжаоцин (526060), Гуандун, Китай