

Литье под давлением широко используется в различных областях. Тестовое содержание каждого продукта также отличается.
1. Размер литья: форма и размер литья должны соответствовать требованиям литейной формы.
2. Качество поверхности: заготовка не должна иметь дефектов литья, таких как потайные отверстия, страбы, трещины, холодные перегородки, сломанные сердечники и т. Д., Которые влияют на определение размеров отливок под давлением.
Поверхность должна быть гладкой, ровной и чистой. Удалите заусенцы с литейных головок, воздуховодов, плоти, швов и тряпок. Очищает липкий песок и чешую.
3. Требования к испытаниям: Корпус разъема деталей для литья под давлением широко используется, например, в авиации, автомобилестроении, аэрокосмической промышленности, навигации и т. Д. Испытание корпуса разъема в основном проводится для подтверждения его безопасности и производительности. СиБольшинство из них размещаются на открытом воздухе, требуется испытание на дым.
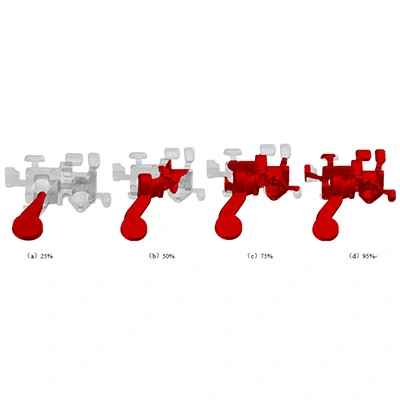
1. Усилить осмотр перед литьем под давлением, уменьшить поверхностные водяные знаки, поры, проколы и другие детали с серьезным обнаружением, чтобы обеспечить компактность деталей для литья под давлением.
2. Форма должна быть очищена и поддержана после каждого заказа.
3. Если литье под давлением имеет трещины, его можно подметнуть один раз мягким нейлоном, чтобы уменьшить отслаивание.
4. Выбор типа песка очень важен. Если материал не является овертюрой, можно использовать коричневый корунд для уменьшения отслаивания.
5. Окончательное решение тесно связано с литейной формой и технологией литья под давлением.
Наши производители литья под давлением должны продолжать изучать и накапливать различные технологии литья под давлением в повседневной жизни, постоянно находить проблемы и искать решения в процессе литья, чтобы наш литейный бизнес процветал.
1. Для самого продукта поверхность части для литья под давлением недостаточно плотная, а текстура рыхлая во время процесса литья под давлением. Однако этот продукт необходимо пассивировать концентрированной серной кислотой в процессе гальваники.
Это означает, что корень литья под давлением, разъеденный серной кислотой, медное дно и никелевое дно, покрытое поверхностью продукта, слой электроосажденного слоя тонкий, и в течение короткого времени нет черного пятна, но через некоторое время появляется черное пятно.
2. Состояние хранения: некоторые гальванические изделия имеют блистерную упаковку и ленту и помещаются на склады без постоянной температуры и теплицы для контроля вентиляции или влажности. Это часть причины для прессформы в отливок формы.

 NO.38 Duanzhou 3-я дорога, Чжаоцин (526060), Гуандун, Китай
NO.38 Duanzhou 3-я дорога, Чжаоцин (526060), Гуандун, Китай