

С быстрым развитием индустрии электротранспорта, процесс производства корпусов электронного управления также постоянн улучшается. Как эффективный метод производства, литье под давлением играет важную роль в производстве корпусов электронного управления.
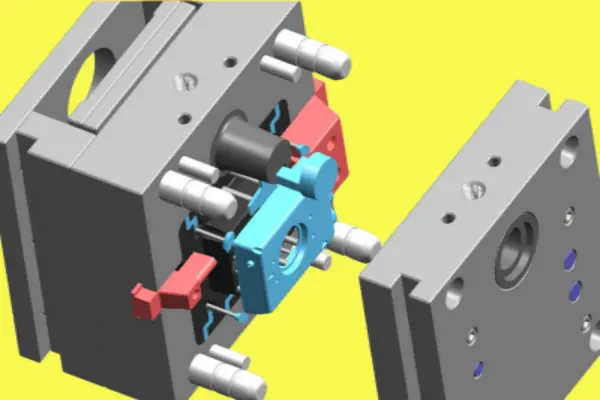
Изготовление корпусов электронного управления для литья под давлением представляет собой сложный проект, включающий точное проектирование и строгий контроль процесса. Во-первых, необходимо проанализировать процесс литья под давлением деталей корпуса электронного управления и определить основные параметры процесса производства литья под давлением. Это включает в себя дизайн разделительной поверхности, проектирование системы перелива, проектирование системы отстрела, проектирование системы охлаждения и общий дизайн структуры пресс-формы.
В процессе литья под давлением решающее значение имеет контроль температуры пресс-формы и расплавленного алюминия. Неравномерная или неправильная температура формы приведет к проблемам с качеством литья, таким как усадка полостей, пор и других дефектов. Таким образом, точный контроль температуры формы и разумный поток алюминиевой жидкости являются ключом к обеспечению качества литья под давлением.
Сварка трением с перемешиванием является критическим шагом в производстве электронных корпусов управления. Слой оксида на поверхности сварного шва должен быть удален, и припуск на обработку около 1 мм должен быть оставлен на верхней поверхности. Зазор сварного шва должен быть меньше 0,2 мм, а разница в высоте должна быть менее 0,3 мм, чтобы обеспечить качество сварки.
Испытание герметичности отливок под давлением является ключевым шагом для обеспечения качества и производительности. Квалифицированные заливки формы должны иметь значение утечки, не превышающее 0,1 кПа при определенных условиях испытаний. Этот стандарт гарантирует, что каждая литая под давлением деталь соответствует требованиям герметичности, обеспечивая надежность и безопасность продукта.
Чистота корпуса электронного управления под давлением также имеет решающее значение для его производительности. В области оборудования для очистки литья под давлением особенно важны технологии очистки водных путей и решения для корпуса «трехэнергетической системы». Чистота частиц внутренней полости после очистки должна поддерживаться в пределах 500 мкм, чтобы гарантировать, что водный путь гладкий и не вызовет смертельных повреждений из-за частиц грязи.
Контроль качества является последним шагом в процессе литья под давлением, но он не менее важен. Благодаря рентгеновскому контролю, испытанию под давлением и измерению размеров мы гарантируем, что каждый корпус электронного управления соответствует строгим стандартам качества.
Таким образом, производство литых под давлением корпусов электронного управления представляет собой сложный процесс, включающий несколько этапов процесса. От проектирования пресс-формы до испытания на герметичность отливок до окончательных требований к чистоте каждый шаг требует точного контроля для обеспечения эксплуатационных характеристик и безопасности продукта. По мере совершенствования технологий и стандартов эти процессы будут продолжать играть важную роль в индустрии литья под давлением.


 NO.38 Duanzhou 3-я дорога, Чжаоцин (526060), Гуандун, Китай
NO.38 Duanzhou 3-я дорога, Чжаоцин (526060), Гуандун, Китай