NO.38 Duanzhou 3-я дорога, Чжаоцин (526060), Гуандун, Китай
NO.38 Duanzhou 3-я дорога, Чжаоцин (526060), Гуандун, Китай













Алюминиевое литье под давлением-это высокоэффективный производственный процесс, используемый для создания сложных металлических деталей с высокой точностью и последовательностью. Это руководство исследует каждый этап процесса литья алюминия под давлением, предоставляя подробную информацию о методах и технологиях.
Подготовка материала
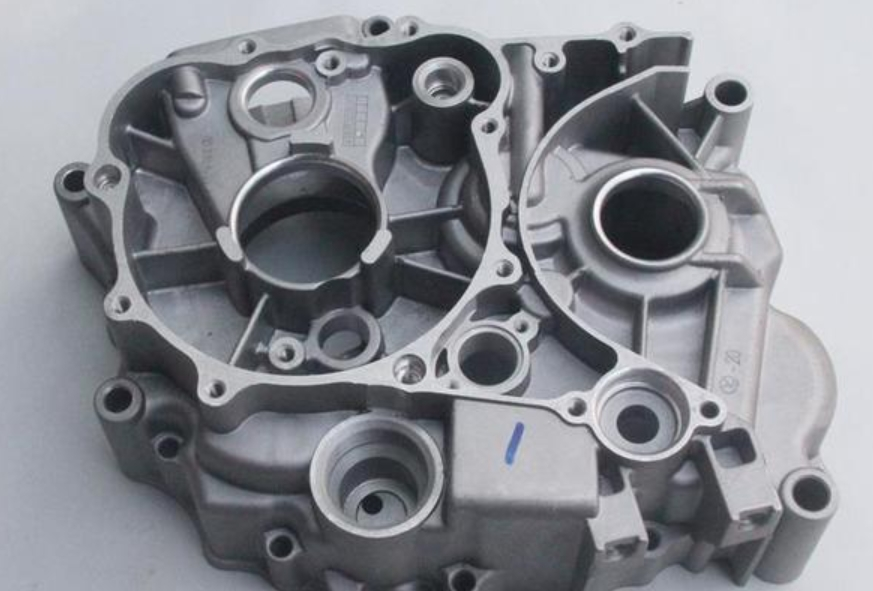
Процесс начинается с тщательного выбора алюминиевых сплавов, выбранных на основе конкретных механических и тепловых свойств, необходимых для конечного продукта. Обычные сплавы включают A360, A380 и A413, каждый из которых предлагает различные преимущества с точки зрения прочности, коррозионной стойкости и текучести. Затем выбранный алюминий предварительно нагревают и плавят в печи, обычно достигая температур между 660 ° C и 750 ° C.
Чтобы убедиться, что состав сплава соответствует строгим стандартам качества, спектрометры используются для выполнения анализа расплавленного металла в реальном времени. Этот шаг имеет решающее значение для поддержания точного химического состава, необходимого для достижения желаемых физических свойств литых деталей.
Подготовка и настройка пресс-форм
Формы или штампы изготавливаются из высококачественной стали, чтобы выдерживать экстремальное давление и тепло процесса литья под давлением. Перед использованием формы проходят тщательную очистку и предварительный нагрев для удаления загрязнений и влаги, которые могли вызвать дефекты отливки. Предварительный нагрев также помогает уменьшить тепловой удар при впрыскивании расплавленного алюминия.
Выпускные агенты, часто на основе силикона, наносятся на поверхности пресс-формы, чтобы облегчить легкое удаление литых деталей. Затем пресс-форма настраивается и калибруется, чтобы гарантировать, что она соответствует точным спецификациям, необходимым для компонента, включая точное выравнивание и блокировку для поддержания точности размеров.
Фаза впрыска (литье под высоким давлением)
Во время фазы впрыска расплавленный алюминий быстро вытесняется в полость формы с помощью плунжера при давлении от 1500 до 25 000 фунтов на квадратный дюйм. Этот впрыск под высоким давлением имеет решающее значение для полного заполнения формы и достижения воспроизведения мелких деталей. Процесс тщательно контролируется с помощью передовых систем управления для динамической регулировки скорости впрыска и давления, сводя к минимуму риск возникновения дефектов, таких как зазор воздуха или холодное отключение.
Охлаждение и застание
Как только форма заполнена, алюминий начинает охлаждаться и затвердевать. Фаза охлаждения часто ускоряется с помощью встроенных каналов охлаждения внутри пресс-формы или внешних систем охлаждения, таких как водяные или воздушные струи. Скорость охлаждения должна тщательно контролироваться, чтобы обеспечить равномерное затвердевание, предотвращая такие проблемы, как деформационные или внутренние напряжения, которые могут поставить под угрозу структурную целостность детали.
Выброс и обрезка
После затвердевания литая часть выбрасывается из пресс-формы с помощью выталкивающих штифтов, которые точно срабатывают, чтобы избежать повреждения компонента. Автоматизированные системы могут обнаруживать и управлять процессом выброса, обеспечивая согласованность и эффективность. После выброса частьПодвергается обрезке для удаления излишков материала, известного как вспышка, который мог просочиться между половинками формы во время литья.
Процессы пост-кастинга
Заключительные этапы включают в себя серию процессов после кастинга, направленных на повышение функциональности и эстетики детали. Методы обработки поверхности, такие как заусенцы, пескоструйная обработка и полировка, используются для улучшения качества поверхности. Прецизионная обработка может проводиться для добавления таких функций, как резьбовые отверстия или точки крепления.
В зависимости от предполагаемого применения детали дополнительные обработки, такие как порошковое покрытие, анодирование или окраска, могут применяться для повышения коррозионной стойкости или достижения конкретных эстетических требований.
Заключение
Процесс литья алюминия под давлением является краеугольным камнем современного производства, предлагая возможность производить сложные, высококачественные детали эффективно и экономически эффективно. Понимая каждую фазу процесса, производители могут использовать весь потенциал алюминиевого литья под давлением для производства превосходных продуктов в различных отраслях промышленности, от автомобильной до аэрокосмической и за ее пределами.
Этот всесторонний взгляд на процесс литья алюминия под давлением подчеркивает критические шаги и соображения, обеспечивающие ценную информацию как для профессионалов, так и для энтузиастов.