

1 、 Дизайн процесса литья под давлением
Объектом исследования является литье под давлением корпуса водяного насоса, объем 185 см³, максимальная толщина стенки 10 мм, средняя толщина стенки 3,27 мм, масса около 450 г, выберите хорошую текучесть, среднюю герметичность и хорошую термическую трещиностойкость, Особенно высокая износостойкость и низкий коэффициент теплового расширения алюминиевого сплава АДК 12 как материал заливки формы.

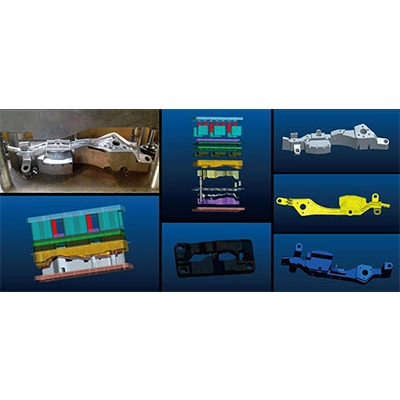
На рисунке 1 показана двумерная структура корпуса насоса.
2 、 Оптимизация процесса
Оригинальная схема литья под давлением более серьезна, и ее необходимо оптимизировать:
(1) Правильно выберите расположение ворот и способ вливания для нехорошей формы литья больше, чем использование многожильного внутреннего затвора, установите 3 внутренних затвора, увеличьте площадь поперечного сечения внутреннего затвора, тем самым увеличив скорость впрыска под давлением.
(2) для того чтобы улучшить условия вытыхания, кольц-форменный паз переполнения добавлен с обеих сторон отливки, и цилиндрический стояк также установлен.
(3) Чтобы увеличить эффект выхлопа и улучшить объем воздуха, в торцевой крышке отливки добавляется выпускной слот, который используется для выпуска воздуха и газа, образующихся в результате улетучивания краски, из полости.
(4) Для того, чтобы газ в полости был как можно больше выпущен металлической жидкостью во время впрыска под давлением, вентиляционная прорезь устанавливается в положение последнего наполнения металлической жидкостью.

На рисунке 2 показан 3D-вид оптимизированного процесса


 NO.38 Duanzhou 3-я дорога, Чжаоцин (526060), Гуандун, Китай
NO.38 Duanzhou 3-я дорога, Чжаоцин (526060), Гуандун, Китай