

Форма для литья под давлением является одним из трех основных элементов производства литья под давлением. Форма для литья под давлением с правильной и разумной структурой является необходимым условием для бесперебойного производства деталей для литья под давлением и играет важную роль в обеспечении качества отливок (скорость прохождения машины). Из-за характеристик процесса литья под давлением правильный выбор различных параметров процесса является решающим фактором для получения высококачественных отливок, а пресс-форма является предпосылкой для правильного выбора и регулировки различных параметров процесса. Die дизайн по существу всестороннее отражение различных факторов, которые могут возникнуть в производстве литья под давлением.
Если конструкция пресс-формы разумна, в реальном производстве будет меньше проблем, и скорость пропуска литья будет высокой. Напротив, конструкция пресс-формы для литья под давлением неразумна. Поэтому при проектировании пресс-формы необходимо всесторонне проанализировать структуру литья, ознакомиться с процессом работы машины для литья под давлением, понять возможность регулировки машины для литья под давлением и параметров процесса, освоить характеристики наполнения при различных условиях, и рассмотреть методы обработки пресс-формы для литья под давлением, Только после сверления и фиксации формы можно спроектировать форму, которая является практичной и отвечает производственным требованиям.
Есть много факторов, которые вызывают отказ пресс-форм для литья под давлением, как внешних, так и внутренних. В фактическом производстве существуют три основные формы отказа пресс-форм для литья под давлением:
1) Отказ термической усталости треская прессформы заливки формы
Во время производства литья под давлением пресс-форма для литья под давлением неоднократно подвергается действию охлаждения и нагрева, поверхность формования и ее внутренняя часть деформируются, и они участвуют друг в друге, что приводит к повторяющимся тепловым нагрузкам, что приводит к повреждению структуры и потере прочности, Что приводит к появлению микротрещин и продолжению расширения, как только трещина расширяется, расплавленный металл сжимается, и повторное механическое напряжение ускоряет рост трещин. С этой целью, с одной стороны, пресс-форма должна быть достаточно предварительно нагретой в начале литья под давлением.
2) Сбой фрагментации
Под действием силы впрыска, прессформа заливки формы треснет на самом слабом месте, особенно метки писца или электрические подвергая механической обработке метки на поверхности прессформы заливки формы не отполированы, или ясные углы прессформы появится первым. Микротрещины легко ломаются, когда на границе зерен есть хрупкая фаза или зерна грубые. Тем не менее, трещина быстро распространяется во время хрупкого разрушения, что является очень опасным фактором для разрушения сколов пресс-формы для литья под давлением.
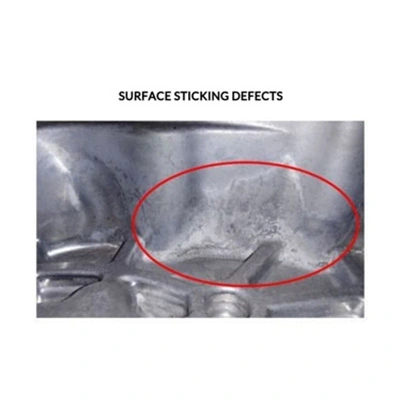
3) Коррозионный сбой
Как упоминалось ранее, обычно используемые сплавы для литья под давлением включают цинковый сплав, алюминиевый сплав, магниевый сплав и медный сплав, а также литье под давлением из чистого алюминия. Зн, Ал, и Мг относительно активные элементы металла, и они имеют хорошее сродство с материалами прессформы заливки формы, особенно Ал легк-к-куска прессформы. Когда твердость формы для литья под давлением высока, коррозионная стойкость лучше, и если на поверхности формования есть мягкие пятна, коррозионная стойкость не очень хорошая. Однако, в фактическом производстве, корозия только локальная часть прессформы заливки формы. Например, детали (сердечник, полость), которые непосредственно разрушаются внутренними воротами, склонны к коррозии, а алюминиевый сплав склонен к прилипанию к пресс-форме, где твердость мягкая.

 NO.38 Duanzhou 3-я дорога, Чжаоцин (526060), Гуандун, Китай
NO.38 Duanzhou 3-я дорога, Чжаоцин (526060), Гуандун, Китай